Metal Lazer Kesim: Modern Sanayinin Hassas ve Güçlü Teknolojisi
- BerPel Digital Solutions
- 21 Ocak 2026
- Universal Reklam
- 0Yorumlar
Metal Lazer Kesim Endüstriyel üretim dünyası, son 30 yılda mekanik işlemelerden dijital kontrollü termal süreçlere doğru devasa bir evrim geçirdi. Bu evrimin merkezinde ise şüphesiz metal lazer kesim teknolojisi yer almaktadır. Ham metal levhaların, milimetrik hassasiyetle ve ışık hızıyla işlenerek nihai ürünlere veya yarı mamullere dönüştürüldüğü bu süreç, otomotivden havacılığa, beyaz eşyadan ağır sanayiye kadar üretimin her alanında standartları belirleyen temel unsur haline gelmiştir.
Bu kapsamlı teknik makalede, metal lazer kesim süreçlerinin nasıl çalıştığını, metalurjik etkilerini, kullanılan gaz teknolojilerini ve bu teknolojinin işletmelere sağladığı stratejik avantajları derinlemesine inceleyeceğiz.
Metal Lazer Kesim Nedir? Teknik Tanım ve Çalışma Prensibi
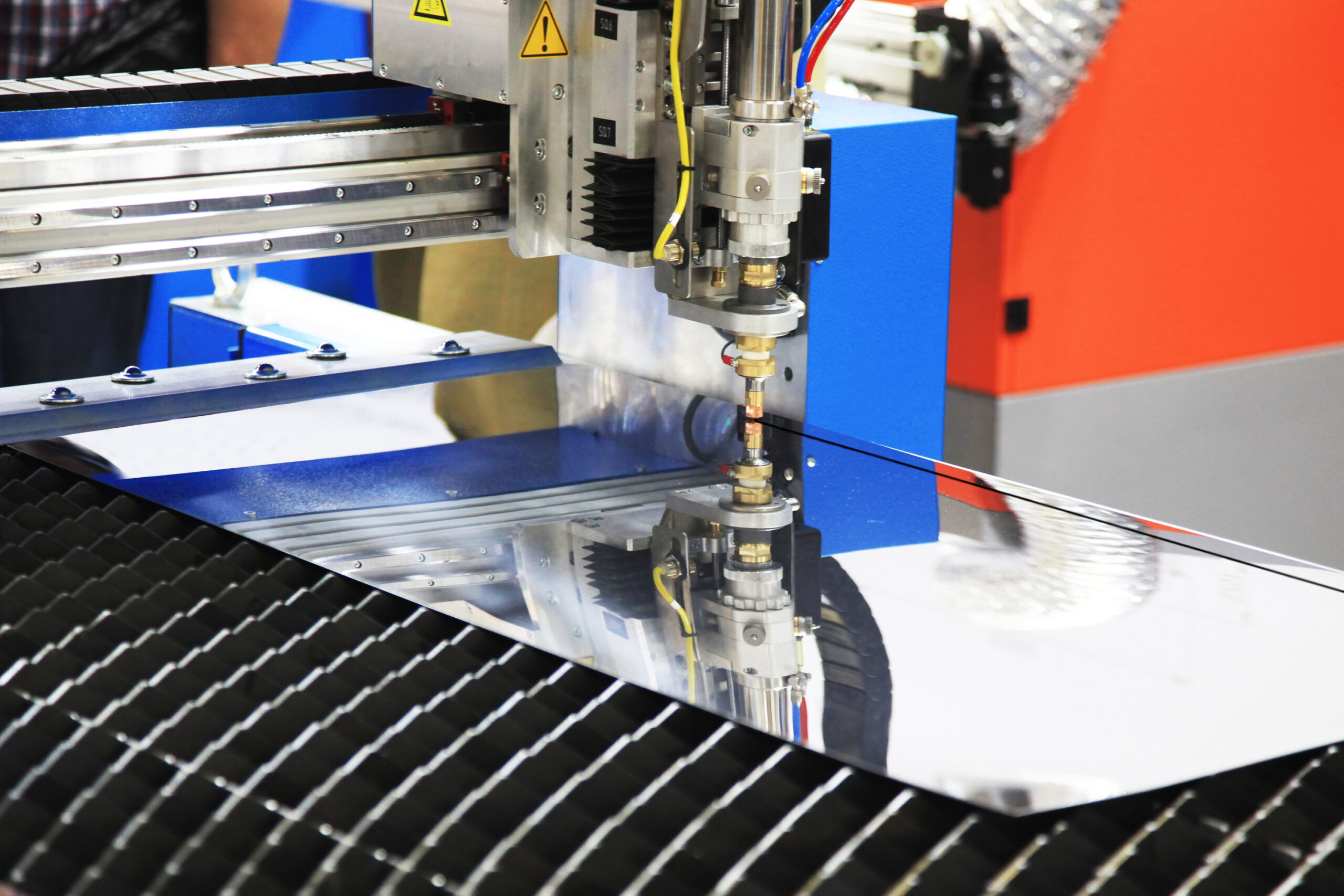
En yalın tanımıyla metal lazer kesim; yüksek yoğunluklu bir ışık huzmesinin (lazer), optik bileşenler aracılığıyla metal yüzeyine odaklanarak malzemeyi lokal olarak eritmesi, buharlaştırması ve eş zamanlı olarak yüksek basınçlı bir yardımcı gaz ile eriyik malzemenin ortamdan uzaklaştırılması işlemidir.
Bu süreç “termal ayırma” (thermal separation) kategorisine girer. Ancak plazma veya oksi-asetilen kesimin aksine, lazer ışını çok daha dar bir odak noktasına (yaklaşık 0.1 mm – 0.2 mm) sahip olduğu için, malzemenin geri kalanına minimum ısı yayar. Bu durum, “Isıdan Etkilenen Bölge”nin (HAZ – Heat Affected Zone) dar kalmasını ve metalin yapısal bütünlüğünün bozulmamasını sağlar.
Neden Sadece “Lazer” Değil, “Metal Lazer Kesim”?
Semantik açıdan bakıldığında, lazer kesim ahşap veya plastik için de kullanılır. Ancak metal lazer kesim; çok daha yüksek güçler (kW seviyeleri), özel fiber optik teknolojiler, karmaşık gaz dinamikleri ve metalürji bilgisi gerektiren tamamen ayrı bir uzmanlık alanıdır. Metalin sertliği, ısı iletkenliği ve yansıtıcılığı, bu süreci diğerlerinden ayırır.
Metal İşlemede Lazer Teknolojileri: Fiber ve CO2 Ayrımı
Metal kesim endüstrisinde iki ana rezonatör teknolojisi hakimdir. Ancak günümüzün “metal lazer kesim” standartlarını belirleyen teknoloji açık ara Fiber Lazerlerdir.
1. Fiber Lazer Kesim Teknolojisi
Metal işleme sektörünün %90’ını domine eden teknolojidir.
-
Çalışma Prensibi: Işın, diyot bankaları tarafından pompalanan aktif bir fiber kablo içinde üretilir ve taşınır. Aynalara ihtiyaç duymaz.
-
Dalga Boyu: 1.064 mikrometre. Bu dalga boyu, metaller tarafından (özellikle alüminyum, bakır gibi yansıtıcı metaller) çok yüksek oranda emilir.
-
Avantajı: İnce ve orta kalınlıktaki saclarda (1 mm – 20 mm) CO2 lazerlere göre 2-3 kat daha hızlıdır. Enerji verimliliği %30’un üzerindedir. Bakım maliyeti neredeyse sıfırdır.
2. CO2 Lazer Teknolojisi
Daha eski bir teknolojidir. 10.6 mikrometre dalga boyuna sahiptir.
-
Durumu: Metaller bu dalga boyunu fiber kadar iyi emmez, ancak çok kalın malzemelerde (25mm üzeri yumuşak çeliklerde) kenar pürüzsüzlüğü açısından bazen hala tercih edilebilir. Ancak işletme maliyetlerinin yüksekliği (gaz, ayna bakımı, elektrik) nedeniyle metal lazer kesim pazarındaki payını hızla kaybetmektedir.
Metal Türlerine Göre Kesim Dinamikleri
Her metalin kimyasal yapısı, lazer ışınına ve kesim gazına farklı tepki verir. Profesyonel bir metal lazer kesim sürecinde malzeme bilgisi kritiktir.
1. Karbon Çelik (Siyah Sac / DKP / ST37-ST52)
Endüstrinin en çok tükettiği malzemedir.
-
Kesim Gazı: Genellikle Oksijen (O2).
-
Süreç: Oksijen, lazer ışınının ısıttığı metal ile ekzotermik (ısı veren) bir reaksiyona girer. Bu “yanma” etkisi, lazerin gücüne ek enerji sağlayarak kesim hızını artırır ve kalın sacların (30-40 mm’ye kadar) kesilmesini mümkün kılar.
-
Sonuç: Kesim yüzeyinde hafif bir oksit tabakası oluşur. Boya öncesi temizlik gerektirebilir.
2. Paslanmaz Çelik (Krom / Inox / 304-316)
Gıda, medikal ve dekorasyon sektörünün vazgeçilmezidir.
-
Kesim Gazı: Yüksek basınçlı Azot (Nitrojen – N2).
-
Süreç: “İnert gaz kesimi” veya “oksitsiz kesim” olarak adlandırılır. Azot, yanma reaksiyonuna girmez; sadece eriyik metali yüksek basınçla (20-25 bar) kesim yarığından üfler.
-
Sonuç: Kesim kenarı (kantı) metalin kendi renginde, parlak ve pürüzsüz çıkar. Korozyon direnci korunur. Kaynak veya montaj öncesi ek işlem gerektirmez.
3. Alüminyum ve Alaşımları
Hafiflik ve ısı iletkenliği gerektiren işlerde kullanılır.
-
Zorluk: Alüminyum, lazer ışığını yansıtma eğilimindedir ve ısıyı çok hızlı yayar.
-
Çözüm: Yüksek güçlü fiber lazerler ve geri yansıma koruma sensörleri ile sorunsuz kesilir. Genellikle azot veya kuru hava kullanılır.
-
Sonuç: Çapaksız (burr-free) kesim elde etmek için doğru odak ayarı ve hız parametresi hayati önem taşır.
4. Yansıtıcı Metaller (Pirinç ve Bakır)
Elektrik iletkenliği ve dekoratif amaçlı kullanılır.
-
Özellik: Fiber lazer teknolojisinin gelişimiyle “kesilemez” denilen bu metaller artık kolayca işlenmektedir. CO2 lazerler bu malzemelerde ışını geri yansıtarak makineye zarar verebilirken, fiber lazerler güvenle kesim yapar.
Metal Lazer Kesimin Endüstriyel Avantajları
Geleneksel yöntemlere (Giyotin makas, panç pres, plazma) kıyasla metal lazer kesim neden bu kadar popüler?
1. Mikron Düzeyinde Hassasiyet
CNC kontrollü eksenler, +/- 0.05 mm gibi çok düşük toleranslarla hareket eder. Birbirine geçen dişli çarklar, elektronik devre kutuları veya hassas şimler hatasız üretilir.
2. Kalıp Maliyetinin Ortadan Kalkması
Presle kesim yapmak için her parça için on binlerce dolarlık kalıp gerekir. Lazerde ise “kalıp” sadece bir dijital dosyadır (DXF/DWG). Tasarım değiştiğinde sadece dosya güncellenir. Bu, prototip üretiminde ve düşük-orta adetli serilerde maliyeti dramatik şekilde düşürür.
3. Maksimum Malzeme Verimliliği (Nesting)
Gelişmiş CAM yazılımları, kesilecek parçaları metal plaka üzerine en az fire verecek şekilde otomatik yerleştirir (Nesting). Parçalar arasındaki boşluk, lazerin kesim kalınlığı (kerf) kadar (yaklaşık 0.2 mm) az olabilir. Ortak çizgili kesim (common line cutting) ile iki parça tek bir çizgi ile ayrılarak zaman ve malzeme tasarrufu sağlanır.
4. Temassız İşlem ve Parça Kalitesi
Mekanik kesimlerde (testere, freze) uç malzemeye değer ve fiziksel kuvvet uygular. Bu, ince saclarda bükülmeye veya deformasyona yol açar. Metal lazer kesim temassızdır; malzeme üzerinde fiziksel baskı oluşmaz, parça geometrisi %100 korunur.
Kullanım Alanları ve Sektörel Dağılım
Metal lazer kesim hizmeti, neredeyse her üretim sektörünün tedarik zincirinde yer alır:
-
Otomotiv Yan Sanayi: Şasi parçaları, braketler, egzoz flanşları, hava yastığı sistemleri. Yüksek mukavemetli çeliklerin (High-strength steel) işlenmesinde lazer tek seçenektir.
-
Makine İmalatı: İş makineleri, tarım aletleri, tekstil makineleri gövde sacları.
-
Elektrik-Elektronik: Pano sacları, rack kabinler, topraklama levhaları.
-
Havacılık ve Savunma: Titanyum parçalar, uçak gövde kaplamaları, zırh çelikleri.
-
Mimari ve Dekorasyon: Lazer kesim desenli cephe panelleri, metal korkuluklar, dekoratif paravanlar ve metal mobilyalar.
-
Reklam: Kutu harf imalatı, paslanmaz tabelalar.
Metal Lazer Kesim Fiyatlarını Belirleyen Parametreler
Bir metal lazer kesim projesinin maliyetini hesaplarken, basit bir “dakika ücreti”nden fazlası devreye girer. Fiyatlandırma algoritması şunları içerir:
-
Lazer Zamanı (Kesim Yolu): Lazer kafasının kat ettiği toplam mesafe.
-
Patlatma (Piercing) Sayısı: Lazerin sacın ortasından kesime başlamak için yaptığı her delme işlemi saniyeler sürer. Delikli parçalar (perfore saclar) bu yüzden daha maliyetlidir.
-
Malzeme Cinsi ve Kalınlığı: Paslanmaz çelik kesmek, siyah saca göre daha yavaştır ve azot gazı maliyeti yüksektir. Kalınlık arttıkça hız düşer, maliyet artar.
-
Hazırlık ve Programlama: CAD dosyasının temizlenmesi, nesting yapılması ve makineye yüklenmesi süreci.
Diğer Yöntemlerle Karşılaştırma: Lazer, Plazma ve Su Jeti
Semantic SEO için bu karşılaştırma, kullanıcının karar verme sürecine (User Intent) doğrudan hizmet eder.
| Özellik | Metal Lazer Kesim | Plazma Kesim | Su Jeti (Waterjet) |
| Hassasiyet | Çok Yüksek (+/- 0.05mm) | Orta (+/- 1-2mm) | Yüksek (+/- 0.1mm) |
| Isı Etkisi (HAZ) | Çok Düşük | Yüksek (Geniş alan ısınır) | Yok (Soğuk kesim) |
| Malzeme Kalınlığı | İnce ve Orta (0.5mm – 30mm) | Çok Kalın (50mm – 100mm+) | Çok Kalın (100mm+) |
| Hız | İnce metalde çok hızlı | Kalın metalde hızlı | Yavaş |
| Kenar Kalitesi | Pürüzsüz, dik (90°) | Açılı (konik) olabilir | Pürüzsüz, kumlu yapı |
| Maliyet | Orta | Düşük | Yüksek |
Eğer işlenecek parça 15mm kalınlığında detaylı bir makine parçasıysa metal lazer kesim rakipsizdir. Ancak 60mm kalınlığında bir gemi sacı kesilecekse plazma, ısıdan bozulmaması gereken çok kalın bir titanyum blok kesilecekse su jeti tercih edilir.
Geleceğin Teknolojisi: Yüksek Güçlü Lazerler ve Otomasyon
Metal lazer kesim dünyası durmaksızın gelişmektedir. Endüstri 4.0 ile entegre olan yeni nesil sistemlerde şu trendler öne çıkmaktadır:
-
Ultra Yüksek Güçler (30kW – 60kW): Eskiden plazmanın tekelinde olan kalınlıklar (30-50mm arası), artık 30kW ve üzeri fiber lazerlerle çok daha hızlı ve hassas kesilebilmektedir.
-
Otomatik Yükleme/Boşaltma (Tower Systems): İnsan müdahalesi olmadan ham sacı alan, kesen ve biten parçaları rafa kaldıran sistemler, 7/24 “karanlık fabrika” üretimine olanak tanır.
-
Aktif Işın Kontrolü: Makine, kesim sırasında nozul durumunu, lens kirliliğini veya sacın ısınmasını sensörlerle izleyip parametreleri anlık olarak (real-time) optimize eder.
Sıkça Sorulan Sorular (SSS)
Metal lazer kesim ile hangi kalınlığa kadar kesim yapılır?
Lazerin gücüne (kW) bağlıdır. Standart 4-6 kW makineler 20-25mm siyah sacı kesebilirken, 12 kW ve üzeri makineler 40mm’ye kadar çıkabilir. Paslanmaz ve alüminyumda bu değerler daha düşüktür.
Lazer kesim metalin özelliğini bozar mı?
Hayır. Lazer kesim, ısıyı çok dar bir alana (odak noktasına) uygular. Kesim hattının hemen yanındaki malzeme ısınmaz bile. Bu sayede metalin sertliği veya mukavemeti değişmez.
Paslanmaz çelik neden azotla kesilir?
Oksijenle kesilirse kesim yüzeyi kararır (oksitlenir) ve paslanmaya açık hale gelir. Azot, metalin havayla temasını keserek yanmayı engeller, böylece yüzey paslanmaz özelliğini korur ve parlak kalır.
Lazer kesim pahalı mıdır?
Kalıp maliyeti gerektirmediği için düşük ve orta adetli işlerde en ekonomik yöntemdir. Ayrıca parça kalitesi yüksek olduğu için ikincil işlemler (taşlama, tesviye) gerektirmez, bu da toplam maliyeti düşürür.



{kind=link}